BORU BÜKÜMÜNDE KULLANILAN TEKNİKLER VE TEKNİK BİLGİLER
1. Boru bükmenin tanımı
Boru bükme, belirli bir şekle ve dizayna sahip boruların yeniden şekillendirilmesinde kullanılan işlemdir. Bu işlem metal, alaşım, alüminyum, titanyum ve çelik için geçerlidir.
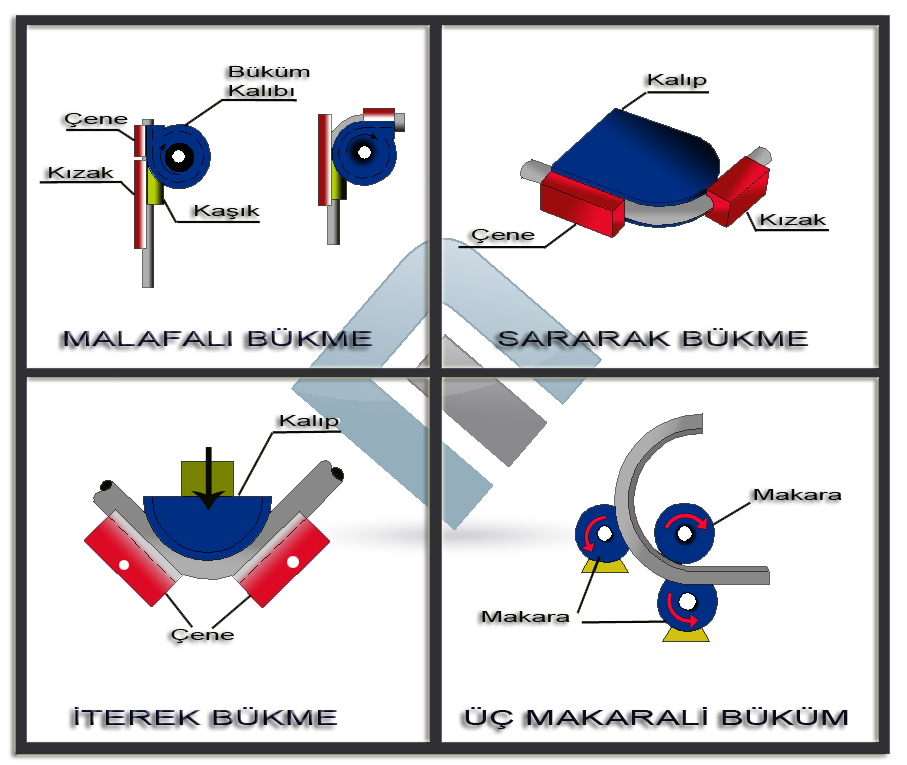
Kullanılan materyale ve istenen hassasiyet derecesine bağlı olarak çeşitli boru bükme metotları kullanılır. En yaygın olanları; çekerek bükme, sararak bükme, basarak bükme ve 3-makaralı bükmedir (Figür 1).
|
Malafalı (çekerek) bükme |
Sararak bükme |
|
İterek (basarak) bükme |
3 makaralı bükme |
1.1. Proses tipleri
1.1.1. Çekerek Bükme
Çekerek bükme uygulandığında boru, bükme kalıbı ile mengene arasına bağlanır. Her iki parça bükme mili etrafında dönerek, boruyu büküm kalıbının üzerine sarar. Baskı kalıbının (kızak parçası) görevi, şekillendirme prosesi esnasında üretilen radyal stresi almak ve borunun dıştaki ucunun düz kalmasını desteklemektir. Eğer ilaveten malafa ve kaşık kalıbında da uygulanırsa (malafa bükümü), ince etli kalınlığındaki borularda ve dar(tight-sıkı; gergin) büküm yarıçaplarında bile başarılı sonuçlar alınabilir.
1.1.2. Sararak Bükme
Sararak büküm çekerek büküme benzer. Bu büküm yönteminde, boru kaygan kızak ile sabit büküm kalıbı arasına sıkıştırılır. Radyus bloku etrafında dönen kaygan kızak boruyu büküm kalıbının yarıçapı kadar büker.
1.1.3. Basarak Bükme (Pres Büküm)
Basarak bükme uygulandığında büküm aygıtı manuel veya hidrolik olarak iki çapraz makara(silindir-roller) üzerine bastırılır. Bu hareket borunun radyus blokla çapraz makaralar arasına girmesine ve radyus etrafında bükümün olmasına yol açar. Bu esnada boru içerden desteklenemediğinden bu yöntem sadece et kalınlığı yüksek olan borular ve büyük büküm çapları için kullanışlıdır.
1.1.4. 3-Makaralı Bükme
3 makaralı büküm de yüksek büküm yarıçaplarında iş parçaları üretmekte kullanılır. Bu yöntem işleyen silindiri ve iki sabit çapraz makaranın dönüşü dışında basarak büküme benzer. (1)
2. Büküm Aygıtları
Çekerek bükme için büküm araçları bu proje esnasında dizayn edilmiştir (Figür 2). Boruyu dönme dingiline yönelten büküm kalıbı ana aygıttır. İşlenecek parçayı kavramakta kullanılan mengene kalıbı büküm kalıbına yaklaşır ve aynı anda hareket eder (büküm kalıbıyla birlikte). Malafa büküm alanının şekil değiştirmesini ve çökmesini önler.
.jpg)
Figür 2: Büküm aygıtları
Baskı (pressure) kalıbı bükme kuvvetlerini dengelemek ve boruyla birlikte lineer hareket ederek boruyu doğru pozisyonda tutmak için tasarlanmıştır. kaşık kalıbı büküm kalıbının oyuğuyla borunun hemen arkasındaki teğet çizgisinin arasına yerleştirilmiştir. Kama şeklindeki ucuyla silici, potluk ve kamburları önler (3). Düşük yarıçaplı borularda ve yeterli et kalınlıklarında ciddi bir potlaşma riski olmadığından küçük değerler için silme kalıbı kullanılmak zorunda değildir.Bu aygıtlara ilişkin detaylı açıklamalar “Aygıt seçimi” bölümünde verilmiştir.
3. Uygulama Alanları
Boru bükümü geniş bir kullanılma oranına sahiptir. Bükülmüş borular ve profiller iş tabelalarında, inşaat sektöründe, ziraat alanında kullanılan tarım makinalarında, otomotiv imalat sanayinde, çeşitli aksesuar ekipmanlarda, endüstriyel mutfak imalatında, çeşitli iş makinalarında, ısıtma ve soğutma sektöründe, mobilya sektöründe vb. sektörlerde yaygın olarak kullanılmaktadır.
I. Proje Planı
1. Şirket Ziyaretleri
Proje boyunca iki şirket ziyaret edildi.
1.1. Cansa Makina
Büküm mekaniğini kavramanın anahtarı büküm proseslerini anlamaktır. Bu amaçla boru bükme makinaları imalatçısı olan Cansa Makina’ya ziyaretler gerçekleştirildi. Proses tanımlamaları, büküm problemleri analizleri, materyal seçimi ve maliyet analizleri konularında gösterdikleri yardımlar için kendilerine içten teşekkürlerimizi iletiyoruz.
1.2. Mercedes-Benz Türk
Firmayla temaslarımız sonucu şehirlerarası otobüslerin radyatör sistemlerinde kullanılan boru bükme aygıtı tasarım projesi proje grubumuza temin edildi. Boru malzemesi, boru geometrisi ve boyutları gibi boru dizayn parametreleri belirlendi ve verilen malumatlar doğrultusunda istenen aygıt tasarlandı.
Bize bu projeyi temin ettikleri ve gerçek bir projenin nasıl yürüdüğü konusunda deneyim kazanmamıza yardımcı oldukları için kendilerine içten teşekkürlerimizi bildiriyoruz.
Figür 4’te büküm makinesinin resmi görülebilir. Bu makine kompleks ve basit boru geometrilerinde büküm yapabilme, besleme yapabilme, aralıksız bükme ve kıvırma yapabilme gibi özelliklere sahip. Ayrıca bir çemberde 3 büküm kalıbı çalışabiliyor. Figür 5 bir boru bükme prosesine ait. Bağlantı noktaları ve aygıtın standart boyutları (kalıp yüksekliği gibi) bu makineye göre tasarlandı.
.png)
Figür 4. Büküm makinesi
.jpg)
Figür 5. Boru bükme işlemi
Figür 6 ve 7’de bükülmüş pirinç borular gösterilmiştir. Farklı geometrik değerlere sahip olmakla birlikte, bükülen parçalarının aynı boyutta olması dolayısıyla tasarlanan kalıp her iki boruda da kullanılmıştır.
.jpg)
.jpg)
Figür 6. 7. Borular
2. Boru Bükme Problemleri
2.1. Önemli Özellikler
Görünüm:Estetik görüntü, borunun görünür bir şekilde kullanılmasının amaçlandığı veya bir süsleme yapısının parçası olacağı durumlarda özellikle önemlidir. Şık bir görünümün sağlanabilmesi için yassılaşmanın engellenmesi gerekir.
Borunun et kalınlığı:İçinden tazyikli sıvının geçeceği bazı uygulamalarda borunun hasar görmeden dayanabileceği en küçük kuvvet ve en ince değerleri bulabilmek için et kalınlığı hesapları önemlidir.
Geometri:Borulardaki farklı geometrik değerler farklı parametreler gerektirir. Örneğin, büküm işinde keskin kenarlar çok daha zor olduğu için kare şeklindeki profil boruları bükerken ciddi bir özen göstermek gerekir.
2.2. Zorluk Yaratan Faktörler
Boru çapına göre düşük et kalınlığı:Et kalınlığının boru çapına oranı önemli ölçüde küçükse boru yüzeyinde çatlaklar ve kırışıklıklar oluşabilir. Her boru malzemesi için belirli oran limitleri mevcuttur.
Düşük büküm yarıçapı:Büküm kalıbı çapındaki değişiklikler büküm yarıçapını değiştirirler. Düşük büküm yarıçaplarıyla büküm yapmak kritik olabilir, çünkü bu durum borunun sırtında aşırı gerilime, iç tarafta ise aşırı baskıya yol açar. Bu da sırtta yırtılma veya çökmeye içte de potluğa sebep olabilir. Figür 8 küçük çaplı bir büküm kalıbıyla bükülmüş bir boruyu göstermektedir. Eğer büküm kalıbının çapı daha büyük olsaydı boru hiçbir düzleşmeye uğramadan bükülebilecekti.
.jpg)
Figür 8. Küçük çaplı ve ince et kalınlığı ile yapılan bükme
Dikiş: Bükülen borular daha önce dikişli ise dikkat edilmelidir. Dikişli yüzey gerilme kuvvetlerine dayanamayıp dikiş çizgisi açılabileceğinden büküm işlemi dikişli bölgede yapılmamalıdır.
2.3 Büküm Problemleri
Et kalınlığı değişimleri (section- iç-dış):Borunun sırtındaki germe kuvvetiyle içteki baskı kuvveti, büküm bölgesinde borunun karşılıklı bölümlerinde sırtta incelme, içte ise kalınlaşma meydana getirir. (Figür 9).
.jpg)
Figür 9. Bölme değişiklikleri
Potlaşma:Düşük büküm yarıçapı ve boru çapına göre düşük et kalınlığı ile çalışıldığında potlaşma söz konusudur (Figür 10). Bunu önlemek için uygun kaşık kalıbı elemanı kullanılmalıdır.
.jpg)
Figür 10. Potlaşma
Çıkış ucunun sırtında kambur (hump on outside of pull off end):Boru bükülmek için bağlandığında büküm kalıbı ile mengene kalıbı arasında 0,5-1 mm bir açıklık kalır. Bu açıklık, bükülecek parçanın daha iyi kavranmasına yarar ve parçanın kaymasını önler. Aksine, eğer büküm kalıbı ve mengene kalıbı birbirlerine tam yapışırlarsa boküm esnasında kaydırma olur ve kambur meydana gelir, bu istenen bir şey değildir.
Mengene bölgesinde çizikler:Mengene parçayı fazla sıkı kavradığında mengene bölgesinde çizikler oluşabilir.
Büküm alanında bilye yumruları:Kullanılan malafanın bilyeli olması durumunda, malafanın boyutları ve malzemesi uygun seçilmediğinde büküm bölgesinde dışardan görülebilecek bilye izleri söz konusu olabilir.
Büküm alanının iç tarafında çizikler:Kullanılan malafa, borunun büküm alanının iç tarafında çiziklere yol açabilir. Dolayısıyla, bu problemi bertaraf edebilmek için uygun malafa yarıçapı ve malzemesi seçilmelidir.
Orta çizgide alet izleri: Baskı kalıbı (kızak) radyal stresi almaya ve borunun sırtının düz kalmasını sağlamaya yarar. Bunu yaparken boru kalıbın içine doğru kayar. Bundan dolayı, baskı kalıbı malzemesi doğru seçilmediyse merkez çizgisinde alet izleri oluşabilir. Örneğin mikro-yapısal alanındaküresel tanecikler bulunan şekil verilebilir dökme demir (ductile cast iron) gibi bir malzemeyle bu sorunun üstesinden gelinebilir.
Geri tepme:Bükme prosesi tamamlanmak üzereyken bükülen borunun gövdesinde kalan stresler parçada bir gevşemeye yol açar ki bu da büküm derecesini düşürür. Bu problemi çözmek için başlangıçtaki büküm derecesi simülasyonlar yoluyla belirlenen bir dereceye kadar artırılabilir. Başka bir çözüm de boru malzemesinin elastik oran birimine (E) kadar artışı serbest bırakmaktır. E’yi artırmak demek parçayı kuvvetler devreden çıktıktan sonra parçanın en az kaybıyla sonuçlanacak kadar katı bir hale getirmek demektir.
.jpg)
Figür 11. Geri tepme
Çökme: Et kalınlığının çapa oranının düşük olduğu borularda uygun malafa kullanılmaması durumunda borunun dıştaki kısmı gerilim kuvvetlerine dayanamayıp çökme yapabilir. Uygun top ebatlarına sahip uygun malafalar seçilmelidir. Ayrıca bükme yarıçapı da çökmeyi önlemeye yetecek kadar büyük olmalıdır.
Yırtılma:Yırtılma küçük büküm yarıçaplı parçalarda ortaya çıkabilir. Bükülen kısım borunun sırtında meydana gelen gerilim kuvvetlerine dayanamayabilir ve yırtılabilir (Figür 12). Uygun materyal seçimi bu problemin çözümüdür. [8]
.jpg)
Figür 12. Yırtılma
3.Boru Tasarımı
3.1. Boru Malzemesi Seçimi
Boru malzemesi ve geometrisi belirli alüminyum, bakır-pirinç ve paslanmaz çelik arasında karşılaştırma.
Radyatör Borularının Özellikleri
Radyatör borusunun malzemesi, içinden sıcak ve yüksek tazyikli sıvı geçeceği için, yüksek ısı iletkenliğine, yüksek erime noktasına, yüksek gerilim gücüne ve yüksek aşınma (ya da paslanma) direncine sahip olmalıdır. Malzemenin ayrıca hafif yapılar için düşük ağırlığa sahip olması ve kanatları radyatöre lehimleyebilmek için lehim tutabilir olması gerekmektedir.
Malzeme Seçimi
Alüminyum AA 3003, Pirinç UNS C26000 ve Paslanmaz Çeliğin mekanik ve fiziksel özellikleri Tablo 1’de gösterilmiştir.
UNS, ABD’nin birleşik numaralama sistemini ifade etmektedir. UNS C26000, %70 derece bakır alaşımlı işlenmiş fişek pirinçtir ve yaygın olarak UNS C26000 bakır-çinko pirinç olarak adlandırılır. Bileşiminde (ağırlık yüzdeleriyle) %0.70 bakır (Cu) ve %0.30 çinko (Zn) vardır. [9]
AA, Alüminyum Birliğini ifade eder. AA3003, işlenmiş Alclad Alüminyum alaşımı olarak adlandırılır ve %98.6 Alüminyum (Al), %0.12 bakır (Cu) ve %1.2 Manganez (Mn) içerir. [9], [10].
|
Malzeme |
Yoğunluk
(g/cm^3)
|
Isı iletkenliği
(W/m€°C)
|
Gerilim
esneme
kuvveti
(MPa)
|
Esneklik
oran
birimi
(GPa)
|
Isı
genleşme
katsayısı
(?m/m°C)
|
Erime
noktası
(°C )
|
Lehim
sıcaklığı
(°C)
|
Alüminyum
AA 3003 |
2,75 |
160,0 |
145 |
70 |
23,2 |
643-
655 |
600 |
|
Pirinç UNS
C26000
|
8,53 |
120,0 |
435 |
110 |
19,9 |
915-
955 |
600 |
Paslanmaz
Çelik |
7,75 |
16,3 |
515-827 |
190-210 |
17,3 |
1371-
1454 |
620-1150 |
Tablo 1. Boru malzemeleri karşılaştırması
Yüksek gerilim kuvveti ve yüksek aşınma direnci dolayısıyla paslanmaz çelik kullanılabilirdi, fakat çok pahalı olması ve düşük termal iletkenliği kullanım alanında çok tercih edilmemesi sonucunu doğurmaktadır.
Alüminyumun pirinçten düşük yoğunluklu ve daha iletken olmasının yanı sıra radyatör boru gücünün eşit ya da fazla olması da önemlidir. Kuşkusuz pirinç alüminyumdan çok daha dayanıklıdır. Bu total güç sayesinde, ince duvarlı borularda iletkenlikle ağırlık arasındaki fark telafi edilebilir.
Bu özelliklerin avantajları ele alındığında-üstün ısı iletkenliği, kuvvet ve aşınma direnci- imalatçılar doğrudan daha ince malzemelere yönelebilir ve dolayısıyla alüminyum yerine, daha düşük total ağırlığa sahip olmakla birlikte aynı (veya daha iyi) hararet giderici kapasiteye sahip olan bakır/pirinç radyatörler üretebilirler. [11]
Tablo 2’de Alüminyuma karşı Bakır/Pirinç malzemenin avantajlarını görebilirsiniz:
|
Teknik |
Ticari |
|
Yüksek ısı ileticiliği |
Düşük üretim maliyeti |
|
Yüksek aşınma direnci |
Kurumsallaşmış geri dönüşüm geleneği (bir yerdeki yapılar arasında) |
|
Yüksek gerilim esneme kuvveti |
Yüksek hurda değeri |
|
Yüksek erime noktası |
Kurumsallaşmış satış sonrası geleneği (bir yerdeki yapılar arasında) |
|
Düşük termal genleşme katsayısı |
Yüksek kaliteli biliniyor olması |
|
Yüksek esneklik oran birimi |
|
|
Kolay onarılabilirlik |
|
Tablo 2. Pirincin alüminyuma üstünlükleri
3.2. Boru Bükmede Plastik Deformasyon Analizleri
N. C. Tang tarafından belirtildiği gibi boru bükmede stresler üç ayrı bileşene sahiptir; boylamsal σx, çembersel σc, ve radyal stresler σr. Borunun et kalınlığı yarıçapından çok daha küçük olduğunda radyal stres görmezden gelinebilir. Ayrıca borunun iç ve dış bölmelerine bağlı olarak da (stresler) değişmektedir. Figür 13’te görülebileceği üzere borunun dış yarım daire αdeğerleri 0° ile 90° arasında ve iç yarım daire αdeğerleri de 90° ile 180° arasındadır.
.jpg)
Figür 13. Borunun dış ve iç yarım daireleri [12].
Borunun geometrik parametreleri şöyledir:
.jpg) (1)
(1)
R borunun istenen büküm yarıçapı ve r borunun enine kesitinin ortalamasıdır (Figür 14).
.jpg)
Figür 14. Borunun enine kesiti [13].
3.2.1 Dış yarım dairedeki stres
Dış yarım dairede, boylamsal stres sigma x gerilme iken, çembersel stres sigma c bastırmadır. Maksimum-kesme-teorisine göre, bu iki stres arasındaki ilişki şöyledir:
.jpg)
Burada elde edilen sigma s boru malzemesinin esneme kuvvetidir. Boylamsal ve çembersel stresler şöyle de ifade edilebilir:
.jpg) (2)
(2)
.jpg) (3)
(3)
3.2.2. İç yarım dairedeki stres
İç yarım dairede, her iki sigma stresi de (sigma x ve sigma c) bastırma stresleridir. Maksimum-kesme-teorisine göre bu iki stres arasındaki ilişki şöyledir:
.jpg) (4)
(4)
Aynı şekilde boylamsal ve çembersel stresler şöyle de gösterilebilir:
.jpg) (5)
(5)
.jpg) (6)
(6)
.jpg)
Figür 15. İç ve dış bölgelerdeki stresler
Figür 15, gösterilen stres formüllerinin sonuçlarını sergileyen bir Matlab grafiğidir. Dikey eksen Figür 13’te tanımlanan açıyı, yatay eksen ise stres değerlerini göstermektedir. Boylamsal sigma x ve çembersel sigma c sırasıyla mavi ve yeşil olarak işaretlenmişlerdir. Grafikte görüldüğü gibi, dış kesitte boylamsal stres pozitiftir ve bu gerilme stresi anlamına gelmektedir. Diğer bütün değerler için stresler bastırıcıdır.
3.2.3 Sırtta incelme
Et kalınlığı α’ya göre değişir ve dış yarım daire için kalınlık şöyle tanımlanabilir:
.jpg) (7)
(7)
.jpg) (8)
(8)
3.2.4 İçte kalınlaşma
İç yarım daire için kalınlık şöyle tanımlanabilir:
.jpg) (9)
(9)
Burada ti iç yarı çemberin kalınlığıdır. α =180 koyduğumuzda en küçük kalınlık şöyledir:
.jpg) (10)
(10)
.jpg)
Figür 16. Borunun dış incelmesi ve iç kalınlaşması
Bir Matlab grafik olan Figür 16’da herhangi bir anormallik olup olmadığını kontrol edebilmek amacıyla yatay eksende, sırttaki incelme yukarıda ve iç kalınlaşma aşağıda gösterilmiştir.
3.2.5. Çembersel Büzülme
Çap büzüşmesi boru kesitindeki çembersel stresten kaynaklanır. Büküm işleminden sonra ortalama çap “ds” ve çevre “C” olduğunda;
.jpg) ve
ve .jpg)
olarak ifade edilir. Burada d borunun iç çapını ifade etmektedir.
3.2.6. Malzeme esnemesi
Dış (sırt) yarıdaki boylamsal stres iç yarıdakinden küçük olduğu için ve sırtttaki et kalınlığı içtekinden ince olduğu için içsel kuvvet momentinin dengesi için nötral eksen Figür 17’de gösterildiği şekilde iç tarafına doğru hareket etmek zorundadır.
Bu sapma şöyle ifade edilebilir:
.jpg) (12)
(12)
.jpg)
Figür 17. Malzeme uzaması ve yassılaşma
3.2.7. Yassılaşma
Kritik yassılaşma noktası
.jpg) olarak gösterildiğinde yassılaşma belirli bir kontrol olmaksızın ortaya çıkmalıdır.
olarak gösterildiğinde yassılaşma belirli bir kontrol olmaksızın ortaya çıkmalıdır.
3.2.8. Büküm momenti
Figür 18’de gösterilen büküm momenti şöyle ifade edilebilir:
.jpg)
Kesit oran birimi olan W ve şöyle hesaplanabilir:
.jpg)
Burada Dborunun orijinal dış çapına karşılık gelmektedir.
.jpg)
Figür 18. Büküm momenti [14].
3.2.9 Malzeme uzaması (feed preparation length)
Bükümden sonra, geometrik merkez eksen yay kavisuzunluğu geçerli nötral eksen uzunluğundan fazladır. θ, büküm açısı olarak ele alındığındamalzeme uzaması L şöyle hesaplanabilir:
.jpg) (16)
(16)
3.2.10 Geri tepme
Sözen’in işaret ettiği gibi [13], makine bükülen boruyu bıraktığı anda, gerçekleşen geri bükme dolayısıyla toplam büküm açısı düşerken büküm yarıçapı aynı anda yükselir (Figür 19). Analitik hesaplamalarda deformasyon bölgesindeki (noktasında) toplam büküm uzunluğunun her zaman aynı kaldığı varsayılır. Toplam büküm uzunluğu;
.jpg) (17) şeklinde yazılabilir.
(17) şeklinde yazılabilir.
Burada θL makinenin yüklü durumundakibüküm açısıveRL yine yüklü durumdaki büküm yarıçapına tekabül etmektedir. θU veRU ise yüksüz şartlardaki parametrelerdir.
Geri tepme açısı Δθ şöyle tanımlanır:
.jpg) (18)
(18)
Yüklü olmayan koşuldaki büküm açısı ayrıca şöyle de yazılabilir:
.jpg) (19)
(19)
Burada E yeni oran birimini ve I borunun eylemsizlik momentini ifade eder. I şöyle hesaplanabilir:
.jpg) (20)
(20)
Figür 19. Geri tepme [14].
.jpg)
3.2.11. Analitik hesaplamalar
Analitik hesaplamalar bir Matlab kodu yazılarak yapıldı (matlab: yüksek performanslı teknik bir programlama dilidir) ve sonuçlar Tablo 4’te gösterildi. Değerleri belirlemek için, şimdiye kadar verilen formüller ve Tablo 3’teki temel geometrik ve mekanik parametreler koda girildi ve sonuçlar hesaplandı. Bu hesaplamalar sadece düz boruların bükümü için geçerlidir. Bu proje kapsamında flanşlı boru için Dynaform’da yapılan plastik deformasyon analizlerini ilerleyen bölümlerde bulabilirsiniz.
|
Tanım |
Değer |
Birim |
|
Dış taraf çapı |
15 |
mm |
|
Et kalınlığı |
1 |
mm |
|
Büküm yarıçapı |
35 |
mm |
|
Büküm açısı |
90 |
Deg |
|
Esneme kuvveti |
435 |
MPa |
|
Yeni oran birimi |
110 |
GPa |
Tablo 3. Borunun temel özellikleri
|
Tanım |
Değer |
Birim |
|
Sırtta incelme |
0.90 |
mm |
|
İç kalınlaşma |
1.16 |
mm |
|
İç çap büzüşmesi |
4.85 |
% |
|
Nötral eksen sapması |
1.18 |
mm |
|
Büküm momenti |
99.13 |
Nm |
|
Yüksüz büküm açısı |
87.38 |
Deg |
|
Yüksüz büküm yarıçapı |
36.05 |
mm |
|
Büküm sonrası açısı (over bend) |
92.70 |
Deg |
|
Büküm sonrası yarıçapı (over bend) |
37.13 |
mm |
|
Malzeme uzunluğu |
56.51 |
mm |
|
Kritik yassılaşma noktası |
168.07 |
mm |
Tablo 4. Matlab Analitik Hesap Sonuçları
Tablo 4’teki, Yüksüz Büküm Açısı ve Yüksüz Büküm Yarıçapı, 90° bükülen borular (Tablo 3) için geçerli sonuçları göstermektedir. Yani eğer boru 90° büküldüyse, geri tepmeden dolayı Yüksüz Büküm Açısı 87.38° ve Yüksüz Büküm Yarıçapı 36.05 mm. Olur. İstenen 90°lik büküm açısını elde etmek için, Tablo 4’ün gösterdiği gibi Over Bend Açı 92.7° ve Over Bend Yarıçapı 37.13 mm. olmalıdır.
4. Alet Tasarımı
4.1. Alet Malzeme Seçimi
Büküm esnasında kullanılacak kalıp takımlarının malzeme seçimi.
Dökme demir
Öncelikle baskı kalıbı (kızak) parçası materyali tartışıldı. Büküm operasyonu esnasında stabil kalması sebebiyle baskı kalıbı, materyalin şeklinin bozulmadan akmasına izin verecek nitelikte olmalıdır. Dökme demir materyalin akmasını sağlar ve içindeki küresel tanecikler sayesinde borunun yüzeyinde istenmeyen çizikler meydana gelmez.(malzemeye sarmaz) Baskı kalıbı için gereken özelliklere sahip olması sebebiyle, dökme demirin baskı kalıbı parçası için en uygun materyal olduğu rahatlıkla söylenebilir.
Bu materyalin bazı genel özellikleri Tablo 5’te dir:
ŞEKİL VERİLEBİLİR
DEMİR |
Gerilim kuvveti
(MPa)
|
Esneme Kuvveti
(MPa)
|
%Uzanım |
|
Tavı gelmiş demir |
414 |
276 |
18
|
Tablo 5. Dökme demirin özellikleri [16].
“Ampeo” Teneke (kalay) bronz
Eğer boru krom veya alüminyumdan olsaydı, baskı kalıbı olarak Ampeo (amco) Bronz kullanılması gerekecekti. Sahip oldukları kimyasal çekişim etkisi dolayısıyla böyle materyaller için çelik veya demir uygun değildir.
Bu malzemenin mekanik özellikleri Tablo 6’da gösterilmiştir.
.jpg)
Tablo 6. Amco Bronz özellikleri [9].
Malzemelerle ilgili şimdiye kadar verilen bilgiler büküm parçalarının, özellikle de baskı kalıbının genel malzeme tasarım prensipleri hakkındadır. Buradaki proje büküm parçalarının her biri için aynı malzemelerin kullanılmasını zorunlu kılar. Dolayısıyla malzeme seçiminde parçaları bir bütün olarak ele almak gerekir. Tablo 7’de bütün çelikler büküm parçaları için gerekli özellikler açısından karşılaştırılmıştır:
|
Malzeme |
Sertlik rockwell
(HRc)
|
Standartlar |
Esneme kopma mukavemeti
(Mpa)
|
Elastik oran birimi
(GPa) |
Poisson oranı |
Yoğunluk
(kg/dm3)
|
|
1050 Çelik |
52 (400°F) |
DIN 1.1210 (AISI 1050) |
636 |
190-210 |
0.27-0.30 |
7.7-8.03 |
|
2080 Çelik |
66 |
DIN 1.2080 (AISI D3) |
X |
194 |
0.27-0.30 |
7.70 |
|
2379 Çelik |
62 |
DIN 1.2379 |
1532 |
209.9 |
0.27-0.30 |
7.67 |
|
|
|
(AISI D2) |
|
|
|
|
Tablo 7. Parça malzemesi karşılaştırması [9, 10, 17,18].
Boru bükme kalıp takımları imalatında yaygın kullanılan malzemeler AISI 1050, AISI D3 ve AISI D2 çelikleri Tablo 6’da görüldüğü gibi elastik oran birimi gibi dizayn için gerekli olan nitelikler üç malzemede de hemen hemen aynıdır. AISI 1050’nin diğerlerinden tek farkı kopma-esneme mukavemetinin ve sertliğinin diğerlerinden düşük olmasıdır. Bu durum parçayı başarısızlığa sevk etmez çünkü borunun mukavemeti parçanınkinden azdır ve bu da ciddi bir stresin meydana gelmesini önler. Ayrıca boru, kolayca bükülmesini sağlamaya elverişli bir malzemeden yapılmıştır. Uygulanan kuvvetlerin son derece düşük olması sebebiyle parça büküm işlemindeki yüksek streslerden kaynaklanabilecek bir tehlike içinde değildir.
Seçilen çeliğin diğerlerine göre tek dezavantajı daha düşük olan sertliğiyle alakalı olabilir. Parça dizaynında yıpranmadan kaçınmak amacıyla genel olarak yüksek sertlik aranır. Kuvvetlerin ve kimyasal etkileşimin düşük olması dolayısıyla büküm işlemlerinde yıpranma (aşınma)diğer şekil verme işlemlerinde olduğu kadar önemli boyutlarda değildir. Buradan hareketle AISI 1050’nin yeterli sertlik derecesine sahip olduğu ve başka bir materyal seçmeye gerek duyulmamıştır.
4.2. Kalıp Hesaplamaları
Parça seçimleri için kullanılan hesaplamalar aşağıda gösterilmiştir [19]:
Et kalınlığıfaktörü:Et kalınlığı faktörü büküm yarıçapının et kalınlığına oranıdır ve büküm oranının “D” değeri yardımıyla malafanın seçilmesinde kullanılır.
.jpg) (21)
(21)
Büküm “D” değeri:
.jpg) (22)
(22)
Düz malafalar için malafa burun çapı:
.jpg) (23)
(23)
Malafa burun yarıçapı:
.jpg) olduğunda
olduğunda .jpg) aksi halde
aksi halde .jpg) (24)
(24)
Malafa topu yarıçapı:
.jpg) (25)
(25)
Malafa burnunun maksimum ileri sürülme derinliği:
.jpg) (26)
(26)
Kaşık uçlu silici kalınlığı:
.jpg) malzemenin ve üretim koşullarının sınırlarına bağlı olarak sıfıra yaklaşan bir sabit olduğunda,
malzemenin ve üretim koşullarının sınırlarına bağlı olarak sıfıra yaklaşan bir sabit olduğunda,
.jpg) ise
ise .jpg) Aksi halde
Aksi halde .jpg)
Mengene Uzunluğu:
.jpg) malzeme sertliğine dair sabit
malzeme sertliğine dair sabit
.jpg) oyuntu yüzeyine bağlı olarak minimum mengene uzunluğunu sınırlayan sabit. Bu değer düzgün oyuntular için 2, zikzaklı oyuntular için 1’dir.
oyuntu yüzeyine bağlı olarak minimum mengene uzunluğunu sınırlayan sabit. Bu değer düzgün oyuntular için 2, zikzaklı oyuntular için 1’dir.
.jpg) olduğunda
olduğunda .jpg) dir.
dir.
Aksi takdirde .jpg) (27)
(27)
Baskı kalıbı uzunluğu:
.jpg) (28)
(28)
Analitik hesaplamalar:
Kalıp formülleri kullanılarak hesaplanan Matlab sonuçları Tablo 8’de sunulmuştur. Et Faktörü ve Büküm “D” değerleri ilerleyen bölümlerde uygun örnekler seçmede kullanılmıştır.
|
Tanım |
Değer |
Birim |
|
Et Faktörü |
15 |
- |
|
Büküm “D” si |
2.33 |
- |
|
Malafa Çapı |
12.79 |
mm |
|
Malafa Burun Yarıçapı |
1.28 |
mm |
|
Malafa Top Çapı |
12.76 |
mm |
|
Maksimum KalıpKamaDerinliği |
4.23 |
mm |
|
Kaşık Ucu Kalınlığı |
0.04 |
mm |
|
Mengene Uzunluğu |
40 |
mm |
|
Baskı Kalıbı (kızak) Uzunluğu |
84.98 |
mm |
4.2.1. Tablo 8. Parça hesaplama sonuçları
4.3. Parça Seçimi
4.3.1. Büküm kalıbı seçimi
Makara (kalıp) borunun büküm esnasında üzerine sarıldığı ekipmanıdır.
.jpg)
Figür 20. Büküm kalıbı örnekği [2].
4.3.2. Mengene kalıbı seçimi
.jpg)
Figür 21. Mengene kalıbı [2]
Mengene, kuvvetlerin bükülecek malzemeye uygulanmasını ve dengelenmesini sağlayan parçadır. Mengenenin büküm kalıbına uygun güçte olması gerekmektedir. Hem mengene kalıbının hem de büküm kalıbının içinde, kalıp kombinasyonunun boruyu kuvvetlice tutmasına yarayan vida dişleri vardır. Boru bükme işinin doğru bir şekilde yapılabilmesi için tutuş gücü kritik bir önem taşımaktadır. Ayrıca mengene ve büküm kalıplarında karşılıklı yerleşmiş olan vida dişleri birbirlerinin tamamlayıcısı olmak durumundadırlar.
İlaveten, mengene ile büküm kalıbı arasında bir boşluk olduğu Figür 3’te görülebilir. Bu boşluk genellikle 1 mm. civarındadır. Borunun dış çapı ile iç çapı aynıdır. Bu yolla tutma kuvvetinin artırılması amaçlanmıştır.
4.3.3. Basma kalıbı seçimi (kızak)
.jpg)
Figür 22. Basma kalıbı (kızak) [2].
Basma kalıbı boruyu tutan ve büküm işlemi esnasında büküm ile beraber ilerleyen parçadır. Bu parça esas olarak materyal akışını kolaylaştırma işlevi görür. Böylece borunun şekli bozulmadan boyutlarının aynen muhafazası sağlanmış olur.
4.3.4. Malafa seçimi
Malafa seçiminde büküm “D” değeri ve et faktörü önemlidir. Kalıp hesaplamaları bölümünde de görülebileceği gibi, büküm “D” değeri 2.33 olarak (2.5 olarak yuvarlandı) ve et faktörü 15 olarak hesaplandı. Bu değerler Tablo 9’daki çizelgede gösterildiği üzere uygun malafa türü olarak plug malafaya işaret etmektedir.
.jpg)
Tablo 9. Malafa seçim çizelgesi [2].
.jpg)
Figür 23. Malafa tipleri [2].
Toplu malafalar özellikle çapın kalınlığa oranının çok büyük olduğu borularda daha iyi büküm sağlarlar. Bunların dezavantajı düz malafalardan daha kısa ömürlü olmalarıdır.
II. CAD ÇİZİMLERİ
Üretim için teknik çizimler Appendix A’da sunulmuştur.
1. Boru
.jpg)
Figür 24. Boru
2. Büküm Kalıbı
.jpg)
Figür 25. Büküm kalıbı
3. Mengene Kalıbı
.jpg)
Figür 26. Mengene kalıbı
4. Basma Kalıbı (kızak)
.jpg)
Figür 27. Basma kalıbı (kızak)
5. Malafa
.jpg)
Figür 28. Malafa
6. Büküm Sistemi
.jpg)
Figür 29. Büküm sistemi
III. ANALİZLER
1.Overbend Hesap makinesi
Overbend hesaplayıcısı, geri tepmeyi göz önünde bulundurarak gerekli olan büküm açısına ulaşmakta kullanılan bir programdır. Birinci adım olan Bükücü Kurulumunda (Bender setup)büküm derecesi girilir (Figür 30). Bu değer firma tarafından zaten kullanılmakta olan ve daha önceki büküm proseslerinden edinilmiş olan değerdir. Örneğin 90 derece bükülmüş boru elde etmek için 92,6 derece bükülür. İkinci adım olan Ölçme Bükümlerinde (Measure Bends) geri tepme ortaya çıktığında büküm sonrası değerler girilir(Figür 31). Üçüncü adımda program formül değerlerini verir (Figür 32) ve son adımda sonuçları görebilirsiniz. Overbend sayfası, arzu edilen büküm açısına göre makineye girilmesi gereken bükme açılarını verir (Figür 33).
.jpg)
Figür 30. Birinci adım
.jpg)
Figür 31. İkinci adım
.jpg)
Figür 32. Formül değerleri
.jpg)
Figür 33. Overbend açısı
2. Dynaform
eta/DYNAFORM Version 5.7.3 software, Engineering Technology Associates, Inc tarafından geliştirilmiş bir LS-DYNA-temelinde metal formlı simülasyon çözüm paketidir. Dynaform, Çekerek Bükme olarak bir hızlı setup modülüne sahiptir (Figür 34). Her bir parçanın ve borunun Surface Tools on SolidWorks kullanılarak çizilmesinden ve .IGS formatında kaydedilmesinden sonra her parça birer birer Dynaforma taşındı. Parçalar ve boru materyali Figür 34’te gösterildiği gibi birbirine geçirildi ve çekerek bükme modülünde ayrı ayrı tanımlandı. Bu modül parça malzemelerinin katı olduğunu ve parçalarla boru arasındaki bir ara yüzey vasıtasıyla temasta olduğu varsayıldı. Analizler bitirildiğinde sonuçlar Dynafor için Post-Processor ile test edildi (Figür 35). Analiz sonuçları ileriki bölümlerde tartışılmıştır.
.jpg)
Figür 34. Dynaform çekerek bükme hızlı kurulumu
.jpg)
Figür 35. Dynaform Post-Process
3.1. FLD (Forming Limit Diagram)
Forming Limit Diagram malzemenin çatlaklar ve potluklara cevabını predikte etmekte kullanılır. Bunun matematiksel ifadesi şöyledir:
.jpg)
Figür 36. Majör ve minör gerilmenin tanımı
Figür 36’da görüldüğü gibi, büyük değer ε1,majör gerilim olarak kabul edilmiş ve dikey eksene yerleştirilmiştir. Küçük değer ε2 ise minör gerilim olarak ele alınmış ve Forming Limit Diagramın yatay ekseninde yer almıştır.
.jpg)
Figür 37. Forming Limit Diagram
.jpg)
Figür 38. Bükülen bölgenin çevre geometrisindeki değişim
Daha önceki bölümlerde değinildiği üzere boru et kalınlığının iç yüzeyinde mevcut olan bastıran streslerin yarattığı potlaşma formasyon eğilimi Figür 37 ve 38’de pembe ve mor renkli olarak görülebilir. Ayrıca büküm esnasında borunun enine kesiti de değişir. Borunun bükülen kısmındaki şekli tam bir çember değildir artık. Geometrideki değişiklik Figür 38’de açık bir şekilde görülebilir. Büküm işleminin hiçbir şekilde çatlama riski taşımadığı Forming Limit Diagram vasıtasıyla net olarak gözlenebilir. Bu büküm işleminin belirtilen koşullar ve hesaplamalar altında son derece güvenli olduğu rahatlıkla söylenebilir.
3.2. von Misses Kriterleri
von Misses Kriterleri üç ana (principle) stresinin malzemenin esneme kuvvetiyle karşılaştırmasını kombine eder. von Misses stresi, eşit bozulma enerjisine sahip iki stresin eşit bir von Misses stresine sahip olma özelliğini ifade eder. Bunun matematiksel ifadesi şöyledir:
.jpg) (29)
(29)
.jpg)
.jpg)
Figür 39.-40. Von Misses Stres dağılımı
Büküm operasyonundan sonra, boru bükmenin bir esneme deformasyon prosesi olmasından dolayı, Figür 39 ve 40’ta gösterilen stresler kalan streslerdir. Pirincin esneme kuvvetiyle karşılaştırıldığında bu stresler küçüktürler.
3.3. Kalınlık
Bükülen kısımdaki (et)kalınlık dağılımı borunun dayanıklılığını doğrudan etkileyeceği özel bir öneme sahiptir. Bundan dolayı bu dağılımın dikkatle gözden geçirilmesi gerekmektedir.
.jpg)
Figür 41. Dış yarı çemberde kalınlık dağılımı
.jpg)
Figür 42. İç yarı çemberde kalınlık dağılımı
Daha önce de bahsedildiği gibi dış kısımdaki gerilme kuvveti yüzünden borunun et kalınlığı, aynen analitik hesaplamalarda hesaplandığı gibi 1 mm’den 0,9 mm’ye düşer. Kalınlık dağılımı Figür 41’de görülebilir ve skaladan okunabilir. Bunun dışında iç kısımdaki sıkışma stresi dolayısıyla maksimum et kalınlığı 1,12 mm’ye çıkar. Figür 42’de gösterilen bu sonuç da analiz sonucu bulunan 1,16’ya oldukça yakındır.
3.4. Kenar Hareketi
.jpg)
Figür 43. Kenar Hareketi
Figür 43 borunun başlangıç pozisyonuna göre kenar hareketini gösterir. Başka bir deyişle, Figür 43’ün solundaki kenar malzemenin uzunluğuna dairdir. Bu kenar daha önce 56,51 olarak hesaplanmıştı ve Figür 43’te lacivertle gösterilen sonuçlarla da örtüşmektedir.
3.5. Kuvvetler
.jpg)
Figür 44. Parçalardaki kuvvetler
Parçalarda etki eden kuvvetler Figür 44’te noktalarla gösterilmiştir. X ve Y eksenlerinde konumlandırılan değerlerin materyalin deformasyonuna sebep olabilecek kadar kritik olmadığı anlaşılabilir. Büküm geometrisi dolayısıyla Z yönünde etki eden hiçbir kuvvet yoktur. grafikte malafaya etki eden bütün kuvvetler, realitede basma kalıbına da etki edeceklerdir. Bu kuvvetler, özellikle büyük miktarlardaki büküm işlemleri için yıpranma (aşınma) direncinin parça gücünden (dayanıklılığından) daha önemli olduğunu vurgulamaktadır.